
Tolerancias
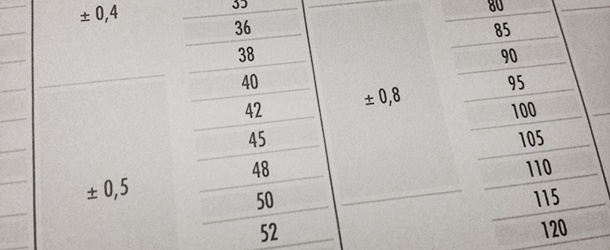
Tolerancias en el diámetro para barras laminadas en caliente (UNI EN 10060:2004)
Todas las medias están expresadas en mm
| Diámetro | Tolerancia normal | Diámetro | Tolerancia normal | Diámetro | Tolerancia normal | Diámetro | Tolerancia normal |
| 10 | ± 0,4 | 30 | ± 0,6 | 70 | ± 1 | 140 | ± 2 |
| 12 | 32 | 73 | 145 | ||||
| 13 | 35 | 75 | 150 | ||||
| 14 | 36 | ± 0,8 | 80 | 155 | |||
| 15 | 38 | 85 | ± 1,3 | 160 | |||
| 16 | ± 0,5 | 40 | 90 | 165 | ± 2,5 | ||
| 18 | 42 | 95 | 170 | ||||
| 19 | 45 | 100 | 175 | ||||
| 20 | 48 | 105 | ± 1,5 | 180 | |||
| 22 | 50 | 110 | 190 | ||||
| 24 | 52 | ± 1 | 115 | 200 | |||
| 25 | 55 | 120 | 220 | ± 3 | |||
| 26 | ± 0,6 | 60 | 125 | ± 2 | 250 | ± 4 | |
| 27 | 63 | 130 | |||||
| 28 | 65 | 135 | |||||
El diámetro de una barra, medido en cualquier punto es de al menos 100mm desde los extremos, debe estar entre las tolerancias indicadas en la tabla. A menos que se acuerde lo contrario, el corte puede deformar los extremos de las barras.
Tolerancias de rectitud para barras laminadas en caliente (UNI EN 10060:2004)
| Diámetro nominal (mm) | Tolerancia (mm) |
| d ≤ 25 25 < d ≤ 80 80 < d ≤ 250 | No fijada q ≤ 0,4% di L q ≤ 0,25% di L |
Nota: la rectitud debe ser medida en toda la longitud de la barra.
Tolerancias de circularidad para barras laminadas en caliente (UNI EN 10060:2004)
El error de circularidad o de ovalización es la diferencia entre el más grande y el más pequeño diámetro de la misma sección. Debe ser medido en al menos 100mm desde el extremo de la barra y no puede superar el 75% de la tolerancia del diámetro.
Tolerancias para bobinas laminadas en caliente (varillas)
| Varillas en acero automático, de cementación, bonificado, templado superficial, inoxidable | Varillas en acero para tornillería y para impresión en frío | ||||
| Tolerancia de acuerdo con la norma prEN 10017:2002 | Tolerancia de acuerdo con la norma ISO CD 16124:2004 T1 | ||||
| Diámetro (mm) | Tolerancia (mm) | Diámetro (mm) | Tolerancia (mm) | ||
| de | a | de | a | ||
| 5,0 | 9,5 | ± 0,3 | 5,00 | 10,00 | ± 0,30 |
| 10,0 | 15,5 | ± 0,4 | 10,00 | 15,00 | ± 0,40 |
| 16,0 | 25,0 | ± 0,5 | 15,00 | 25,00 | ± 0,50 |
| 26,0 | 39,0 | ± 0,6 | 25,00 | 40,00 | ± 0,60 |
| 40,0 | 50,0 | ± 0,8 | 40,00 | 50,00 | ± 0,80 |
Tolerancias de redondez de bobinas laminadas en caliente (ISO CD 16124:2004)
El error de redondez o de ovalidad es la diferencia entre el más grande y el más pequeño diámetro de la misma sección y no puede superar el 80% de la tolerancia sobre el diámetro.
Tolerancias para productos acabados en frío en barras
Clases de tolerancia para productos acabados en frío (UNI EN 10278:1999)
| Condiciones de suministro | Clase de tolerancia según ISO 286-2 | |||||
| h7 | h8 | h9 | h10 | h11 | h12 | |
| Trefilado | - | - | Redondo | Redondo | Redondo Hexágono Cuadrado | Redondo Hexágono Cuadrado |
| Pelado | - | - | Redondo | Redondo | Redondo | Redondo |
| Pulido | Redondo | Redondo | Redondo | Redondo | Redondo | Redondo |
Las tolerancias dimensionales deben ser elegidas entre los de la tabla.
Tolerancias dimensionales estándar Rodacciai para productos acabados en frío en barras
| Redondos trefilados | Hexágonos y cuadrados trefilados | Pelados | Pulidos | |
| Tolerancias dimensionales | h10 | h11 | h10 | h9 |
A menos que se especifique lo contrario en el momento de la solicitud de oferta y de la orden, las tolerancias dimensionales para las barras acabadas en frío serán las listadas en la tabla.
Tolerancias dimensionales para productos acabados en frío en barras (UNI EN 10278:1999)
| Dimensiones nominales (mm) | h7 | h8 | h9 | h10 | h11 | h12 | k13* | |
| de | a | |||||||
| 1 | 3 | 0,010 | 0,014 | 0,025 | 0,040 | 0,060 | 0,100 | +0,14 |
| 3 | 6 | 0,012 | 0,018 | 0,030 | 0,048 | 0,075 | 0,120 | +0,18 |
| 6 | 10 | 0,015 | 0,022 | 0,036 | 0,058 | 0,090 | 0,150 | +0,22 |
| 10 | 18 | 0,018 | 0,027 | 0,043 | 0,070 | 0,110 | 0,180 | +0,27 |
| 18 | 30 | 0,021 | 0,033 | 0,052 | 0,084 | 0,130 | 0,210 | +0,33 |
| 30 | 50 | 0,025 | 0,039 | 0,062 | 0,100 | 0,160 | 0,250 | +0,39 |
| 50 | 80 | 0,030 | 0,046 | 0,074 | 0,120 | 0,190 | 0,300 | +0,46 |
| 80 | 120 | 0,035 | 0,054 | 0,087 | 0,140 | 0,220 | 0,350 | +0,54 |
| 120 | 180 | 0,040 | 0,063 | 0,100 | 0,160 | 0,250 | 0,400 | +0,63 |
| 180 | 200 | 0,046 | 0,072 | 0,115 | 0,185 | 0,290 | 0,460 | +0,72 |
*= campo no indicado en la norma EN 10278. El campo de tolerancia k13 es usado por Rodacciai para los productos "pelados de siderurgia" en acero inoxidable (que se ejecuta 1X). Esta desviación es superior a la dimensión nominal.
En la tolerancia "h" las dimensiones son todas inferiores a la dimensión nominal. El valor máximo coincide con la dimensión nominal misma, mientras la anchura del campo de tolerancia es detectada desde la tabla.
La medida del diámetro real de la barra debe ser realizada a al menos 150mm de los extremos, como se define en la norma EN 10278.
Tolerancias de rectitud para productos acabados en frío en barras (UNI EN 10278:1999)
| Forma del producto | Grupo de aceros | Diámetro nominal (mm) | Desviación máxima (mm) |
| Redondos | < 0,25% C | - | 1,0 |
| ≥ 0,25% C aceros aleados aceros bonificados | - | 1,5 | |
| aceros inoxidables aceros para herramientas | - | 1,0 | |
| Cuadrados y hexagonales | < 0,25% C | d ≤ 75 mm | 1,0 |
| ≥ 0,25% C aceros aleados aceros bonificados | d ≤ 75 mm | 2,0 | |
| aceros inoxidables aceros para herramientas | d ≤ 75 mm | 1,0 | |
| < 0,25% C | d > 75 mm | 1,5 | |
| ≥ 0,25% C aceros aleados aceros bonificados | d > 75 mm | 2,5 | |
| aceros inoxidables aceros para herramientas | d > 75 mm | 1,5 |
Si no se especifica lo contrario, se aplican las tolerancias de la tabla.
Tolerancias de redondez para productos acabados en frío en barras (UNI EN 10278:1999)
El error de redondez no puede ser mayor que la mitad de la tolerancia especificada y en ningún caso debe ser mayor del límite superior de la tolerancia.
Tolerancias para productos acabados en frío en bobinas
La norma de referencia es la EN 10218-2:2012
DESCARGAR Tolerancias
-
Tolerancias
Tolerancias para barras laminadas en caliente, tolerancias para rollos laminados en caliente, tolerancias productos acabados en frío en barras.






